


Types of PWHT techniques, including
- Annealing: This is where one takes a metal and raises the temperature of that metal to a certain standard and holds the temperature constant for sometime in order to eliminate the stress that is in the metal uniformly.
- Normalizing: It is a method of heating of a material and especially a metal to a certain temperature and allowing cooling to occur in the atmosphere. This is used with an aim of improving the working properties of the metal.
- Stress Relieving: It is one of the methods of heating a metal to a particular temperature and then quenching the surface in an effort to attain predetermined temperature’s in a bid to relieve some stresses that may still be present.
- Quenching: It is a method of only cooling the metal after it has been put to a specific level of readiness. In it the main advantages are found in the increased hardness and strength of the metal.
PWHT will also be determined by the kind of metal, the thickness of the material used, type of welding used and the type of project to be undertaken. It is carried out after a welding has been done with great concern in the temperature, time and even the rate of cooling so as to prevent distortion and formation of cracks.
PWHT is significant phase of the welding procedure since it enhances toughness, strength as well as lifetime of the Welded Joint while reducing likelihood of cracking or failure of the Welded Structure. It is also helpful on questions of safety and quality of a building or a particular component of the structure throughout its use throughout the its lifetime.
Post Weld Heat Treatment Q&A
1.What is mean by ‘PWHT’ why is required ?
“POST WELD HEAT TREATMENT” this is done to remove residual stress left in the joint which may cause brittle fracture
2.Why pre-heating is done on some pipe before starting welding?
To slow down the cooling rate
3.Why post –heating is done on some pipe after the welding is over ?
To maintain uniform homogeneous structure.
4.What is the pre-heat temperature for carbon steel above 19.05 mm thk
Pre – heat temperature for carbon steel above 19.05mm is 80 ° C
5.Is post heating required for carbon steel material above 19.05 mm thk
No, post heating is not required for carbon steel material of any thickness.
6.What is the soaking temperature during stress for carbon steel material ?
Soaking temperature for carbon steel material during stress reliving is 620 C ( +/-20 ° C)
7.What is the soaking period during reliving for carbon steel material ?
Soaking period for carbon steel material during stress reliving is 1 hr
8.What is the rate of heating & cooling during stress reliving for carbon steel material ?
The rate of heating & cooling steel material during stress reliving is 150 ° C/hr
9.What is the pre- heat temperature stress reliving for alloy steel material ?
Pre-heat temperature for AS material is 180° C
10.What is the soaking temperature during stress reliving for alloy steel material?
Soaking temperature for alloy steel material is 720° C ( +/-20 ° C)
11.What is the soaking temperature during stress reiving for alloy steel material ?
Soaking period for alloy steel material is 2 hrs
12.What is the rate of heating & cooling during stress reliving for alloy steel material?
The rate of heating & cooling for alloy steel material is 100°c/hr
13.What is the post heat temperature for alloy steel material ?
Post heat temperature for alloy steel material is 300°c
Post weld heat treatment procedure
PWHT which is post weld heat treatment, is a process whereby a welded joint is heated to a competent temperature and left at that temperature for a given time. This is usually done to reduce the remaining stresses, increase the toughness and ductility of the weld and thus control against crack formation.
The PWHT procedure is variable with the type of material that is used in welding, the thickness of the weld and the service conditions of the weld.
The most common PWHT procedures are:
- Stress relief: This is the most basic type of PWHT. It is used to relieve residual stresses in the weld without significantly affecting the properties of the base metal. The temperature and time for stress relief are typically lower than for other types of PWHT.
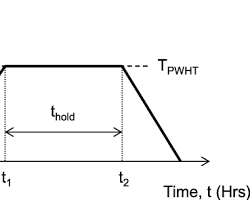
Stress relief PWHT
- Annealing: This is a more specialized type of PWHT that is used to improve the toughness and ductility of the weld. The temperature and time for annealing are typically higher than for stress relief.
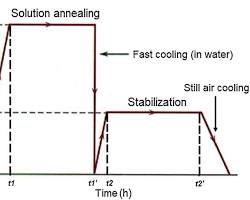
Annealing PWHT
- Normalizing: This is a type of PWHT that is used to refine the grain structure of the weld. The temperature and time for normalizing are typically higher than for annealing.
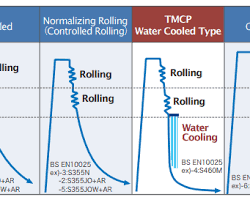
Normalizing PWHT
- Hardening: This is a type of PWHT that is used to increase the strength of the weld. The temperature and time for hardening are typically higher than for normalizing.
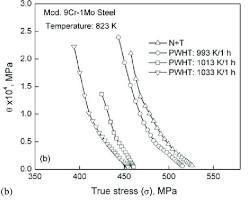
Hardening PWHT
PWHT must be controlled in order not to overheat the weld or underheat it, that will lead to either of the two cases. Overheating can result to cracking while under heating the weld will not have the right properties that are required.
PWHT procedure is normally included in the welding code or code of standard that may suit a certain application.
Here are some of the benefits of PWHT:
- Stress relieved in the weld thus can mitigate the chances of cracking of the weld.
- Enhances the strength, or at least the elasticity of the welded joint which may lead to better resistance to damage.
- Reduces the likelihood of the formation of Wish brittle phases in the welds, which at the same time might make it more resistant to damage.
- Enhances the metallurgical characteristics of the weld, for example toughness and firmness.
- Enhances the formation of sound weld and reduces the chances of rusting of the weld formed.
Here are some of the drawbacks of PWHT:
- It may take quite a lot of time and it is not something that is cheap, especially if you are going to use a professional to help you.
- The aspects of the PWHT can rarely be tightly regulated in terms of temperature and duration, which would result in such issues as cracking.
- This will have the effect of changing the dimensions of the weld and it becomes a challenge to fit the various component together.
In conclusion, PWHT is a rather effective method, which can have a positive effect on the properties and characteristics of the welded joints. But before going for PWHT, it is advisable to weigh the advantages and the disadvantages in its use.
Complete Oil and Gas Industry Practical Training Course
Complete Oil and Gas Industry Practical Training Course is a self-learning, practical program powered by industry expertise. Log in to explore, practice real scenarios, and grow industry-ready skills.
- pipenet
- pipesim
- HTRI
- olga
post weld heat treatment chart
post weld heat treatment (PWHT) chart for carbon steel welding:
| Steel Grade | Carbon Content | PWHT Temperature (°C) | PWHT Time (hr) |
| A36 | 0.30% | 650-750 | 1-2 |
| A283 | 0.25% | 650-750 | 1-2 |
| A514 | 0.25% | 700-750 | 1-2 |
| A106 | 0.20% | 650-750 | 1-2 |
| A312 | 0.08% | 750-800 | 1-2 |
drive_spreadsheetExport to Sheets
This chart is only illustrative and the specific procedure for PWHT should be stated in the welding code or standard for the application in consideration.
The PWHT temperature and time temperature and time for carbon steel welding are generally higher to that of the other steel material because carbon steel is more brittle and prone to cracking. The PWHT temperature of the weld has to be chosen sufficiently high so that the weld gets relieved of residual stresses without getting its hardness increased to such a level that the weld becomes brittle.
Another aspect which the PWHT time is crucial is that it permits the weld to attain the appropriate temperature and remain at that temperature for the prescribed length of time. It is however necessary that the PWHT time be long enough that would enable it to allow carbon and each of the other elements to diffuse in the weld, without reaching its over heated state.
The procedure is normally done in a furnace, but it can also be done under a controlled atmosphere. The furnace must have enough chamber volume for both the welded joint and must have proper heat control not to overheat the weld or keep it underheated.
PWP is considered as a significant procedure of weld process in carbon steel. Removal of the residual stresses, enhancement of toughness and ductility of the weld and prevention of cracks are made easy due to the assistance of post weld heat treatment .
When is post weld heat treatment required
Post weld heat treatment (PWHT) is a heat treatment process, in which a welded part or a structure is exposed to a given temperature range and is maintained at that range for some time and then cooled gradually. PWHT is necessary in some welding and fabrication procedures to fulfill some objectives. Here are common situations when PWHT may be required:Here are common situations when PWHT may be required:
Code and Standard Requirements: In fact, most welding codes and standards including those of ASME and API state when PWHT is required. For instance, the ASME Code for Pressure Vessels, Section VIII, Division 1, specifies PWHT for a number of materials, thicknesses, and design conditions.
Reduction of Residual Stresses: Casting can cause the formation of segregation as well as the inadvertent introduction of impurities in the structure of the alloy, Welding may create residual stresses in the material that causes distortion or cracking. PWHT can also assist in reducing such stresses and hence minimize post-weld cracking as well as distortion.
Improvement of Mechanical Properties: PWHT can further augment the characteristic of the weld metal and base plate of the structure. This is typical for materials which have been subjected to high deformation during welding or for which high mechanical performance is needed.
Hydrogen Embrittlement Relief: Certain alloys especially high strength steels are vulnerable to hydrogen induced embrittlement a condition whereby, hydrogen penetrates in to the steel and causes it to become brittle. PWHT can assist in detrusion of absorbed hydrogen and, consequently, stop the process of embrittlement.
Hardening and Tempering: At times PWHT is applied to increase the hardness or temper of the material by increasing the combination of wear resistance and toughness. This is especially the case when heat treating alloy steels where the amount of temperature difference is rather pronounced.
Stress Corrosion Cracking (SCC) Mitigation: PWHT may lower the effectiveness of stress corrosion cracking, a sort of corrosion that happens when material is under tension in a corrosive climate.
Homogenization: PWHT is used to guarantee that the properties of the material in the weld seam together with that in the surrounding area are uniform throughout the component.
Regulatory and Client Specifications: PWHT could be specified by regulatory agencies, or engineering codes and standards, or clients for some applications or for some grades of materials for safety and quality reasons.
However, it is imperative to mention that the requirements of PWHT are based on factors such as the material type, thickness, the welding procedure used and the design conditions, and requirements of the industry. Welding engineers and metallurgists check these factors with a view of deciding whether to undertake PWHT on a particular welding project. PWHT is a very delicate operation in that it should follow certain prescribed procedures or be in conformity with certain standards; if applied in a wrong way, the following results can be observed.
Post weld heat treatment asme section VIII
In the code by ASME Section VIII Pressure Vessels Division, PWHT is spelled out for materials, thicknesses, and design conditions in the ASME Boiler and Pressure Vessel. The said requirements concerning PWHT may however may differ according to the edition of the code as well as the materials used. Here are some key points regarding PWHT in ASME Section VIII:
Materials: ASME Section VIII identifies certain materials that require PWHT. These materials are typically high-strength steels or materials that are susceptible to hydrogen-induced cracking. The code specifies the minimum design metal temperature (MDMT) as a key factor in determining the need for PWHT. If the MDMT is below a certain threshold, PWHT is typically required.
Thickness: The thickness of the pressure vessel components can also influence the need for PWHT. Thicker sections are more likely to require PWHT. ASME Section VIII provides guidelines for when PWHT is mandatory based on thickness.
Design Conditions: The design conditions of the pressure vessel, including the design pressure and temperature, can impact PWHT requirements. Higher design pressures and temperatures may necessitate PWHT.
Exemptions: It may be noted that, in actual practice, there are some circumstances under which vessels covered by ASME Section VIII can be manufactured or assembled without undergoing the PWHT process. For instance, some low alloy steels for a particular type and thickness may not have to undergo a PWHT if some rules relating to preheat and interpass temperatures are observed.
Welding Processes: PWHT can also depend on the type of welding performed When using a particular type of welding the time can differ. Some of the welding processes are capable of introducing hydrogen into the weld and hence increases the chances of hydrogen induced cracking and makes the PWHT mandatory.
Procedure and Documentation: When PWHT is required, ASME Section VIII gives a direction on the procedure of the PWHT, the rate of heating and cooling as well as the soak time and the temperature limits. To support claims of code compliance, the documentation of the PWHT process should be appropriately done.
Nevertheless, it is necessary to bear in mind that in the course of time ASME codes and standards are revised and the requirements concerning PWHT might be different while comparing ASME Section VIII of today and the same section of several years ago. Pressure vessels designers and manufacturers should always seek to refer to the updated code and take into account the materials and project conditions with which they are dealing with whether PWHT is mandatory for the project and if it is how it has to be done to meet the code requirements.
Complete Oil and Gas Industry Practical Training Course
Complete Oil and Gas Industry Practical Training Course is a self-learning, practical program powered by industry expertise. Log in to explore, practice real scenarios, and grow industry-ready skills.
- pipenet
- pipesim
- HTRI
- olga
Post weld heat treatment is done to
The specific reasons why PWHT is done:
- Relieve residual stresses: Stress is always induced in weld joint through welding process hence resulting to residual stress. These stresses can cause the weld to crack or deformed depending on the stress level that it has imposed on it. PWHT have the effect of reducing these stresses thus making the weld joint stronger and more able to withstand the pressures it will be subjected to.
- Improve toughness and ductility: The application of heat treatment could in fact enhance the toughness as well as ductility of a weld joint. Toughness is the measure of work that can be experience by a material before it attains its failure point. Ductility as a property of material means the extent to which it can be bent without breaking. Here, it is pertinent to clarify that although ductility may provide great material ability to withstand stress while also having the ability to deform plastically, and at the same time, weakness in toughness can lead to weld failures in materials.
- Prevent cracking: There are specific grades of steel that is vulnerable to cracking when welding. This is possible due to reduction of hardness of the weld metal and which in turn controls and reduces residual stress within the weld joint so as to eliminate these cracks with the help of PWHT.
- Improve mechanical properties: PWHT can result in enhancement of the mechanical characteristics in weld joint like strength and hardness. This can be essential for applications where the weld joint is expected to transmute high loads or stresses.
- Improve corrosion resistance: PWHT can enhance the corrosion resistance of weld joint by enhancing the distribution of the weld metal and minimizing the residual stress of the weld joint. This may be relevant for use where the weld joint is subjected to corrosive conditions for instance an offshore platform.
Depending on the type of the material which is used in welding, the thickness of the weld, and the service environment that will be encountered, there will be a specific type of PWHT to be followed. The PWHT procedure is normally recommended in the code or standard used in the welding of the particular structure.
What is post weld heat treatment
Post-weld heat treatment also known as PWHT is a type of heat treatment that is exercised on the welding parts or products immediately after a welding process has been done on a material or construction. PWHT is mainly aimed at reducing the residual stress and altering the microstructure of the weld and neighbouring base metal. This treatment is effective in enhancing the physical characteristics of the welded joint, stability of dimensions, and general soundness of the component that has been joined. Here are the key objectives and benefits of post-weld heat treatment:Here are the key objectives and benefits of post-weld heat treatment:
1. Stress Relief: Another of the major intended functions of PWHT is to reduce the residual stresses which are created during the process of welding. Welding by and large involves heating and cooling at a faster rate on a localized basis causing expansion and contraction. These particular temperatures consequently yields stresses that can cause distortion, cracking as well as reduced fatigue strength. PWHT minimizes these stresses, thereby making the component to be more stable.
2. Microstructure Modification: PWHT in a manner alters the metallurgical structure of the weld and the HAZ in the base material. This in turn could result into enhanced take on properties such as ductility, manifestations, and face up to of immature brittle crack. For instance in some high strength steel grades, PWHT may help to eliminate the grain coarsening which makes the material more prone to cracking.
3. Hydrogen Removal: Some of the weld-induced phenomena include; Hydrogen can be picked up during the welding processes leading to hydrogen induced cracking. PWHT which reduces the possibility of cracking by helping to relieve the weld and base metal of absorbed hydrogen.
4. Improved Mechanical Properties: In general, PWHT can enhance material characteristics and, depending on the substance and the kind of PWHT carried out, tensile strength, yield point, and resistance to shock are examples of the enhanced mechanical properties. This is often done where it is necessary for very important applications demanding high levels of mechanical strength.
5. Reduced Distortion: When the component is weldable, the restraints, stresses, and distortion due to the welding can be minimized by the PWHT, as this will yield the part of better dimensional stability.
6. Mitigation of Stress Corrosion Cracking: PWHT can decrease the proneness of such materials to Stress Corrosion Cracking a kind of corrosion that happens in an aggressive environment under tensile stress.
7. Compliance with Codes and Standards: In numerous industries such as pressure vessels and nuclear etc, there is a need to carry out PWHT to meet code and standard and compliance to industries related norms.
PWHT conditions including temperature, soak time and the rate of cooling are a fluid depending on the material to be welded, the welding procedure that will be employed and the design code. Documentation and compliance with a prepared plan guarantee that PWHT is done properly and efficiently.
In general, PWHT is a very important process in welding and fabrication where safety and reliability of structure or component are of paramount important in case of failure.






